1. INTRODUCTION
This chapter covers the most commonly used materials of construction
for piping systems within a process plant.
The two principal international codes used for the design and
construction of a process plant are ASME B31.3, Process Piping, and
the ASME Boiler and Pressure Vessel Code Sections.
Generally, only materials recognized by the American Society of
Mechanical Engineers (ASME) can be used as the ‘‘materials of
construction’’ for piping systems within process plants, because they
meet the requirements set out by a recognized materials testing body, like
the American Society of Testing and Materials (ASTM).
There are exceptions, however; the client or end user must be satisfied
that the non-ASTM materials offered are equal or superior to the ASTM
material specified for the project.
The Unified Numbering System (UNS) for identifying various alloys is
also quoted. This is not a specification, but in most cases, it can be crossreferenced
to a specific ASTM specification.
1.1. American Society of Testing and Materials
The American Society of Testing and Materials specifications
cover materials for many industries, and they are not restricted to the
process sector and associated industries. Therefore, many ASTM
specifications are not relevant to this book and will never be referred to
by the piping engineer.
We include passages from a number of the most commonly used
ASTM specifications. This gives the piping engineer an overview of the
specifications and scope in one book, rather than several ASTM books,
which carry specifications a piping engineer will never use.
It is essential that at the start of a project, the latest copies of all the
relevant codes and standards are available to the piping engineer.
All ASTM specification identifiers carry a prefix followed by a
sequential number and the year of issue; for example, A105/A105M-02,
Standard Specification for Carbon Steel Forgings for Piping Applications,
breaks down as follows:
A ¼ prefix.
105 ¼ sequential number.
M means that this specification carries metric units.
02 ¼ 2002, the year of the latest version.
Official title ¼ Standard Specification for Carbon Steel Forgings for Piping
Applications.
The complete range of ASTM prefixes are A, B, C, D, E, F, G, PS, WK;
however, the piping requirements referenced in ASME B31.3, which is
considered our design ‘‘bible,’’ call for only A, B, C, D, and E.
The requirements of an ASTM specification cover the following:
. Chemical requirements (the significant chemicals used in the production
and the volumes).
. Mechanical requirements (yield, tensile strength, elongation, hardness).
. Method of manufacture.
. Heat treatment.
. Weld repairs.
. Tolerances.
. Certification.
. Markings.
. Supplementary notes.
If a material satisfies an ASTM standard, then the various characteristics
of the material are known and the piping engineer can confidently use the
material in a design, because the allowable stresses and the strength of
the material can be predicted and its resistance against the corrosion
of the process is known.
1.2. Unified Numbering System
Alloy numbering systems vary greatly from one alloy group to the
next. To avoid confusion, the UNS for metals and alloys was developed.
The UNS number is not a specification, because it does not refer to the
method of manufacturing in which the material is supplied (e.g., pipe
bar, forging, casting, plate). The UNS indicates the chemical composition
of the material.
An outline of the organization of UNS designations follows:

In this chapter, the ASTM specification is the most common reference in
the design of process plants. Extracts from a number of the most
commonly used ASTM specifications are listed in the book, along
with the general scope of the specification and the mechanical
requirements.
For detailed information, the complete specification must be referred
to and the engineering company responsible for the design of the plant
must have copies of all codes and standards used as part of their
contractual obligation.
1.3. Manufacturer’s Standards
Several companies are responsible for inventing, developing, and
manufacturing special alloys, which have advanced characteristics that
allow them to be used at elevated temperatures, low temperatures, and in
highly corrosive process services. In many cases, these materials were
developed for the aerospace industry, and after successful application,
they are now used in other sectors.
Three examples of such companies are listed below:
. Haynes International, Inc.—high-performance nickel- and cobalt-based
alloys.
. Carpenter Technology Corporation—stainless steel and titanium.
. Sandvik—special alloys.
1.4. Metallic Material Equivalents
Some ASTM materials are compatible with specifications from other
countries, such as BS (Britain), AFNOR (France), DIN (Germany), and
JIS (Japan). If a specification from one of these other countries either
meets or is superior to the ASTM specification, then it is considered a
suitable alternative, if the project certifications are met.
1.5. Nonmetallic Materials
In many cases, nonmetallic materials have been developed by a major
manufacturer, such as Dow Chemical, ICI, or DuPont, which holds the
patent on the material. This material can officially be supplied only by
the patent owner or a licensed representative.
The patent owners are responsible for material specification, which
defines the chemical composition and associated mechanical characteristics.
Four examples of patented materials that are commonly used in
the process industry are as follows:
. Nylon, a polyamide, DuPont.
. Teflon, polytetrafluoroethylene, DuPont.
. PEEK, polyetheretherketone, ICI.
. Saran, polyvinylidene chloride, Dow.
Certain types of generic nonmetallic material covering may have several
patent owners; for example, patents for PVC (polyvinyl chloride) are
owned by Carina (Shell), Corvic (ICI), Vinoflex (BASF), and many
others. Each of these examples has unique characteristics that fall into
the range covered by the generic term PVC. To be sure of these
characteristics, it is important that a material data sheet (MDS) is
obtained from the manufacturer and this specification forms part of the
project documentation.
2. MATERIALS SPECIFICATIONS
Listed below are extracts from the most commonly used material
specifications referenced in ASME B31.3.
ASTM, A53/A53M-02 (Volume 01.01), Standard
Specification for Pipe, Steel, Black and Hot-
Dipped, Zinc-Coated, Welded and Seamless
Scope.
1.1 This specification covers seamless and welded black and hot-dipped
galvanized steel pipe in NPS 1⁄8 to NPS 26 (DN 6 to DN 650) for the
following types and grades:
1.2.1 Type F—furnace-butt welded, continuous welded Grade A.
1.2.2 Type E—electric-resistance welded, Grades A and B.
1.2.3 Type S—seamless, Grades A and B.
Referenced Documents
ASTM
A90/A90M, Test Method for Weight [Mass] of Coating on Iron and Steel
Articles with Zinc or Zinc-Alloy Coatings.
A370, Test Methods and Definitions for Mechanical Testing of Steel
Products.
A530/A530M, Specification for General Requirements for Specialized
Carbon and Alloy Steel Pipe.
A700, Practices for Packaging, Marking, and Loading Methods for Steel
Products for Domestic Shipment.
A751, Test Methods, Practices, and Terminology for Chemical Analysis of
Steel Products.
A865, Specification for Threaded Couplings, Steel, Black or Zinc-Coated
(Galvanized) Welded or Seamless, for Use in Steel Pipe Joints.
B6, Specification for Zinc.
E29, Practice for Using Significant Digits in Test Data to Determine
Conformance with Specifications.
E213, Practice for Ultrasonic Examination of Metal Pipe and Tubing.
E309, Practice for Eddy-Current Examination of Steel Tubular Products
Using Magnetic Saturation.
E570, Practice for Flux Leakage Examination of Ferromagnetic Steel
Tubular Products.
E1806, Practice for Sampling Steel and Iron for Determination of Chemical
Composition.
ASC Acredited Standards Committee X12.
ASME
B1.20.1, Pipe Threads, General Purpose.
B36.10, Welded and Seamless Wrought Steel Pipe.
Military Standard (MIL)
STD-129, Marking for Shipment and Storage.
STD-163, Steel Mill Products Preparation for Shipment and Storage.
Fed. Std. No. 123, Marking for Shipment (Civil Agencies).
Fed. Std. No. 183, Continuous Identification Marking of Iron and Steel
Products.
American Petroleum Institute (API)
5L, Specification for Line Pipe.
Methods of Manufacture. Open hearth (OH), electrofurnace (EF), basic
oxygen (BO).
Chemical Requirements. Refer to ASTM A53/A53M.
Mechanical Requirements. These are extracted from ASTM A53/A53M:
ASTM, A106-02a (Volume 1.01), Standard
Specification for Seamless Carbon Steel Pipe
for High-Temperature Service
Scope. This specification covers seamless carbon steel pipe for hightemperature
service (Note: It is suggested that consideration be given to
possible graphitization) in NPS 1⁄8 –NPS 48 inclusive, with nominal
(average) wall thickness as given in ANSI B 36.10. It is permissible to
furnish pipe having other dimensions provided such pipe complies with all
other requirements of this specification. Pipe ordered under this
specification is suitable for bending, flanging, and similar forming
operations and for welding.Whenthe steel is to be welded, it is presupposed
that a welding procedure suitable to the grade of steel and intended use or
service is utilized (Note: The purpose for which the pipe is to be used should
be stated in the order. Grade A rather than Grade B or Grade C is the
preferred grade for close coiling or cold bending. This note is not intended
to prohibit the cold bending of Grade B seamless pipe).
Referenced Documents
ASTM
A530/A530M, Specification for General Requirements for Specialized
Carbon and Alloy Steel Pipe.
E213, Practice for Ultrasonic Examination of Metal Pipe and Tubing.
E309, Practice for Eddy-Current Examination of Steel Tubular Products
Using Magnetic Saturation.
E381, Method of Macroetch Testing, Inspection, and Rating Steel Products,
Comprising Bars, Billets, Blooms, and Forgings.
A520, Specification for Supplementary Requirements for Seamless and
Electric-Resistance-Welded Carbon Steel Tubular Products for High-
Temperature Service Conforming to ISO Recommendations for Boiler
Construction.
E570, Practice for Flux Leakage Examination of Ferromagnetic Steel
Tubular Products.
ASME
B36.10, Welded and Seamless Wrought Steel.
Methods of Manufacture. Open hearth (OH), electrofurnace (EF), basic
oxygen (BO).
Chemical Requirements. Refer to from ASTM A106/A106M.
Mechanical Requirements. These are extracted from ASTM A106/
A106M:

ASTM, A126-95 (2001) (Volume 01.02), Standard
Specification for Gray Iron Castings for Valves,
Flanges, and Pipe Fittings
Scope. This specification covers three classes of gray iron for castings
intended for use as valve pressure retaining parts, pipe fittings, and flanges.
Referenced Documents
ASTM
A438, Test Method for Transverse Testing of Gray Cast Iron.
A644, Terminology Relating to Iron Castings.
E8, Test Methods for Tension Testing of Metallic Materials.
A48, Specification for Gray Iron Castings.
Sizes. Varies.
Heat Treatment. Refer to ASTM A126/A126M.
Welding Repair. For repair procedures and welder qualifications, see
ASTM A488/A488M.
Chemical Requirements. Refer to ASTM A126/A126M.
MechanicalRequirements. Theseare extractedfromASTMA126/A126M:
This chapter covers the most commonly used materials of construction
for piping systems within a process plant.
The two principal international codes used for the design and
construction of a process plant are ASME B31.3, Process Piping, and
the ASME Boiler and Pressure Vessel Code Sections.
Generally, only materials recognized by the American Society of
Mechanical Engineers (ASME) can be used as the ‘‘materials of
construction’’ for piping systems within process plants, because they
meet the requirements set out by a recognized materials testing body, like
the American Society of Testing and Materials (ASTM).
There are exceptions, however; the client or end user must be satisfied
that the non-ASTM materials offered are equal or superior to the ASTM
material specified for the project.
The Unified Numbering System (UNS) for identifying various alloys is
also quoted. This is not a specification, but in most cases, it can be crossreferenced
to a specific ASTM specification.
1.1. American Society of Testing and Materials
The American Society of Testing and Materials specifications
cover materials for many industries, and they are not restricted to the
process sector and associated industries. Therefore, many ASTM
specifications are not relevant to this book and will never be referred to
by the piping engineer.
We include passages from a number of the most commonly used
ASTM specifications. This gives the piping engineer an overview of the
specifications and scope in one book, rather than several ASTM books,
which carry specifications a piping engineer will never use.
It is essential that at the start of a project, the latest copies of all the
relevant codes and standards are available to the piping engineer.
All ASTM specification identifiers carry a prefix followed by a
sequential number and the year of issue; for example, A105/A105M-02,
Standard Specification for Carbon Steel Forgings for Piping Applications,
breaks down as follows:
A ¼ prefix.
105 ¼ sequential number.
M means that this specification carries metric units.
02 ¼ 2002, the year of the latest version.
Official title ¼ Standard Specification for Carbon Steel Forgings for Piping
Applications.
The complete range of ASTM prefixes are A, B, C, D, E, F, G, PS, WK;
however, the piping requirements referenced in ASME B31.3, which is
considered our design ‘‘bible,’’ call for only A, B, C, D, and E.
The requirements of an ASTM specification cover the following:
. Chemical requirements (the significant chemicals used in the production
and the volumes).
. Mechanical requirements (yield, tensile strength, elongation, hardness).
. Method of manufacture.
. Heat treatment.
. Weld repairs.
. Tolerances.
. Certification.
. Markings.
. Supplementary notes.
If a material satisfies an ASTM standard, then the various characteristics
of the material are known and the piping engineer can confidently use the
material in a design, because the allowable stresses and the strength of
the material can be predicted and its resistance against the corrosion
of the process is known.
1.2. Unified Numbering System
Alloy numbering systems vary greatly from one alloy group to the
next. To avoid confusion, the UNS for metals and alloys was developed.
The UNS number is not a specification, because it does not refer to the
method of manufacturing in which the material is supplied (e.g., pipe
bar, forging, casting, plate). The UNS indicates the chemical composition
of the material.
An outline of the organization of UNS designations follows:

In this chapter, the ASTM specification is the most common reference in
the design of process plants. Extracts from a number of the most
commonly used ASTM specifications are listed in the book, along
with the general scope of the specification and the mechanical
requirements.
For detailed information, the complete specification must be referred
to and the engineering company responsible for the design of the plant
must have copies of all codes and standards used as part of their
contractual obligation.
1.3. Manufacturer’s Standards
Several companies are responsible for inventing, developing, and
manufacturing special alloys, which have advanced characteristics that
allow them to be used at elevated temperatures, low temperatures, and in
highly corrosive process services. In many cases, these materials were
developed for the aerospace industry, and after successful application,
they are now used in other sectors.
Three examples of such companies are listed below:
. Haynes International, Inc.—high-performance nickel- and cobalt-based
alloys.
. Carpenter Technology Corporation—stainless steel and titanium.
. Sandvik—special alloys.
1.4. Metallic Material Equivalents
Some ASTM materials are compatible with specifications from other
countries, such as BS (Britain), AFNOR (France), DIN (Germany), and
JIS (Japan). If a specification from one of these other countries either
meets or is superior to the ASTM specification, then it is considered a
suitable alternative, if the project certifications are met.
1.5. Nonmetallic Materials
In many cases, nonmetallic materials have been developed by a major
manufacturer, such as Dow Chemical, ICI, or DuPont, which holds the
patent on the material. This material can officially be supplied only by
the patent owner or a licensed representative.
The patent owners are responsible for material specification, which
defines the chemical composition and associated mechanical characteristics.
Four examples of patented materials that are commonly used in
the process industry are as follows:
. Nylon, a polyamide, DuPont.
. Teflon, polytetrafluoroethylene, DuPont.
. PEEK, polyetheretherketone, ICI.
. Saran, polyvinylidene chloride, Dow.
Certain types of generic nonmetallic material covering may have several
patent owners; for example, patents for PVC (polyvinyl chloride) are
owned by Carina (Shell), Corvic (ICI), Vinoflex (BASF), and many
others. Each of these examples has unique characteristics that fall into
the range covered by the generic term PVC. To be sure of these
characteristics, it is important that a material data sheet (MDS) is
obtained from the manufacturer and this specification forms part of the
project documentation.
2. MATERIALS SPECIFICATIONS
Listed below are extracts from the most commonly used material
specifications referenced in ASME B31.3.
ASTM, A53/A53M-02 (Volume 01.01), Standard
Specification for Pipe, Steel, Black and Hot-
Dipped, Zinc-Coated, Welded and Seamless
Scope.
1.1 This specification covers seamless and welded black and hot-dipped
galvanized steel pipe in NPS 1⁄8 to NPS 26 (DN 6 to DN 650) for the
following types and grades:
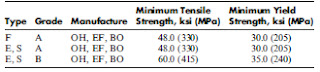
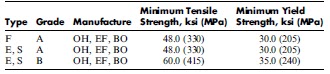
1.2.1 Type F—furnace-butt welded, continuous welded Grade A.
1.2.2 Type E—electric-resistance welded, Grades A and B.
1.2.3 Type S—seamless, Grades A and B.
Referenced Documents
ASTM
A90/A90M, Test Method for Weight [Mass] of Coating on Iron and Steel
Articles with Zinc or Zinc-Alloy Coatings.
A370, Test Methods and Definitions for Mechanical Testing of Steel
Products.
A530/A530M, Specification for General Requirements for Specialized
Carbon and Alloy Steel Pipe.
A700, Practices for Packaging, Marking, and Loading Methods for Steel
Products for Domestic Shipment.
A751, Test Methods, Practices, and Terminology for Chemical Analysis of
Steel Products.
A865, Specification for Threaded Couplings, Steel, Black or Zinc-Coated
(Galvanized) Welded or Seamless, for Use in Steel Pipe Joints.
B6, Specification for Zinc.
E29, Practice for Using Significant Digits in Test Data to Determine
Conformance with Specifications.
E213, Practice for Ultrasonic Examination of Metal Pipe and Tubing.
E309, Practice for Eddy-Current Examination of Steel Tubular Products
Using Magnetic Saturation.
E570, Practice for Flux Leakage Examination of Ferromagnetic Steel
Tubular Products.
E1806, Practice for Sampling Steel and Iron for Determination of Chemical
Composition.
ASC Acredited Standards Committee X12.
ASME
B1.20.1, Pipe Threads, General Purpose.
B36.10, Welded and Seamless Wrought Steel Pipe.
Military Standard (MIL)
STD-129, Marking for Shipment and Storage.
STD-163, Steel Mill Products Preparation for Shipment and Storage.
Fed. Std. No. 123, Marking for Shipment (Civil Agencies).
Fed. Std. No. 183, Continuous Identification Marking of Iron and Steel
Products.
American Petroleum Institute (API)
5L, Specification for Line Pipe.
Methods of Manufacture. Open hearth (OH), electrofurnace (EF), basic
oxygen (BO).
Chemical Requirements. Refer to ASTM A53/A53M.
Mechanical Requirements. These are extracted from ASTM A53/A53M:
ASTM, A106-02a (Volume 1.01), Standard
Specification for Seamless Carbon Steel Pipe
for High-Temperature Service
Scope. This specification covers seamless carbon steel pipe for hightemperature
service (Note: It is suggested that consideration be given to
possible graphitization) in NPS 1⁄8 –NPS 48 inclusive, with nominal
(average) wall thickness as given in ANSI B 36.10. It is permissible to
furnish pipe having other dimensions provided such pipe complies with all
other requirements of this specification. Pipe ordered under this
specification is suitable for bending, flanging, and similar forming
operations and for welding.Whenthe steel is to be welded, it is presupposed
that a welding procedure suitable to the grade of steel and intended use or
service is utilized (Note: The purpose for which the pipe is to be used should
be stated in the order. Grade A rather than Grade B or Grade C is the
preferred grade for close coiling or cold bending. This note is not intended
to prohibit the cold bending of Grade B seamless pipe).
Referenced Documents
ASTM
A530/A530M, Specification for General Requirements for Specialized
Carbon and Alloy Steel Pipe.
E213, Practice for Ultrasonic Examination of Metal Pipe and Tubing.
E309, Practice for Eddy-Current Examination of Steel Tubular Products
Using Magnetic Saturation.
E381, Method of Macroetch Testing, Inspection, and Rating Steel Products,
Comprising Bars, Billets, Blooms, and Forgings.
A520, Specification for Supplementary Requirements for Seamless and
Electric-Resistance-Welded Carbon Steel Tubular Products for High-
Temperature Service Conforming to ISO Recommendations for Boiler
Construction.
E570, Practice for Flux Leakage Examination of Ferromagnetic Steel
Tubular Products.
ASME
B36.10, Welded and Seamless Wrought Steel.
Methods of Manufacture. Open hearth (OH), electrofurnace (EF), basic
oxygen (BO).
Chemical Requirements. Refer to from ASTM A106/A106M.
Mechanical Requirements. These are extracted from ASTM A106/
A106M:
ASTM, A126-95 (2001) (Volume 01.02), Standard
Specification for Gray Iron Castings for Valves,
Flanges, and Pipe Fittings
Scope. This specification covers three classes of gray iron for castings
intended for use as valve pressure retaining parts, pipe fittings, and flanges.
Referenced Documents
ASTM
A438, Test Method for Transverse Testing of Gray Cast Iron.
A644, Terminology Relating to Iron Castings.
E8, Test Methods for Tension Testing of Metallic Materials.
A48, Specification for Gray Iron Castings.
Sizes. Varies.
Heat Treatment. Refer to ASTM A126/A126M.
Welding Repair. For repair procedures and welder qualifications, see
ASTM A488/A488M.
Chemical Requirements. Refer to ASTM A126/A126M.
MechanicalRequirements. Theseare extractedfromASTMA126/A126M: