There are a number of functions of a drilling fluid. The more basic of these are listed below:
1. Balance formation pressure
2. Carry cuttings and sloughings to the surface
3. Clean beneath the bit
4. Cool and lubricate bit and drill string
5. Seal permeable formations
6. Stabilize borehole
7. Corrosion control
In addition to these functions, there are several other functions with which the drilling fluid should not interfere:
1. Formation evaluation
2. Completion operations
3. Production operations
Clearly, these lists of functions indicate the complex nature of the Clearly, these lists of functions indicate the complex nature of the role of drilling fluids in the drilling operation. It is obvious that compromises will always be necessary when designing a fluid to carry out these functions, which in some cases require fluids of opposite properties. The most important functions in a particular drilling operation should be given the most weight in design of the drilling fluid.
Many of these functions are controlled by more than one mud property and should be discussed in more detail.
The density of drilling fluid must be such that the hydrostatic pressure exerted by the mud column will prevent flow into the wellbore. This is the first requirement of any drilling fluid and it must be provided for before considering any other mud property or function.
The equation for calculating hydrostatic pressure is:
Hydrostatic Pressure, psi = (depth, ft.)(mud weight, lb./gal)(0.052) Pressure control would be rather simple if it consisted only of balancing the hydrostatic and formation pressures in the static condition. However, pressure is required to cause a fluid to flow This pressure is dissipated in frictional losses along the entire flow path.
Consequently, the total pressure at any point in a circulating system is the sum of the hydrostatic pressure at that point and in the circulating pressure drop from that point to the exit point.
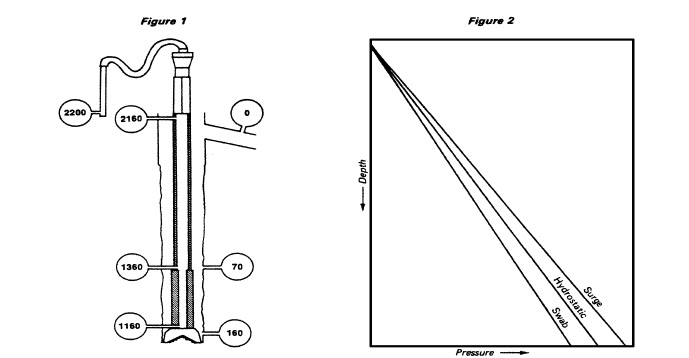
Under normal circulating conditions, the pressure at any given point in the hole is the sum of the hydrostatic pressure at that point and the circulating pressure drop from that point to the flow line. An example of circulating pressures at various points in the system is seen in
Figure 1.
When pipe is run into the hole, the pipe displaces fluid, causing it to flow up the annulus. This is analogous to circulating the fluid and pressure calculations can be made in the same manner. When pipe is being pulled from the hole, the mud falls under its own weight to fill the void volume left by the pipe. The mud flowing down the annulus under gravity develops a flowing pressure drop that subtracts from the hydrostatic pressure. The total pressure at any point in the annulus is the hydrostatic minus the flowing pressure drop from the surface to that point in the annulus.
Figure 2
illustrates pressure profiles under swab, static, or surge conditions. The difference in total pressure at any depth between the hydrostatic and swab or surge lines is the pressure drop caused by pipe movement.
 Obviously, if a formation pressure is greater than the wellbore pressure under swab conditions, the formation fluid will flow into the well when the pipe is pulled. If the fracture pressure of a formation is less than the pressure at that depth under surge conditions, the
Obviously, if a formation pressure is greater than the wellbore pressure under swab conditions, the formation fluid will flow into the well when the pipe is pulled. If the fracture pressure of a formation is less than the pressure at that depth under surge conditions, the
formation will be fractured while running the pipe and lost circulation will occur. These factors must be taken into account when establishing the required density of a mud.
Normally the mud density will be run slightly higher than required to balance the formation pressure under static conditions. This allows for a safety margin under static conditions and offsets the same amount of negative swab pressure. If the swab effect is still greater
than the overbalance, it must be reduced by slower pipe pulling speeds. This is necessary because further increases in mud density would cause problems in the areas of lost circulation, decreased penetration rates, and differential pressure sticking. The hole must
be filled when pulling pipe to replace the volume of the pipe.
Otherwise, the reduction in hydrostatic pressure will allow the well to flow.
By the same token, if the surge or the circulating pressure drop causes the total pressure to exceed the fracture pressure of a formation, the pipe running speed or the circulating rate must be decreased enough to prevent fracturing from occurring. When it becomes impossible to meet minimum and maximum pressure requirements at realistic pipe moving speeds or circulating rates, it is time to case the hole.
There are at least two different ways of calculating the annular pressure loss while circulating a mud. One method is to measure or predict the mud flow properties under downhole conditions and knowing the circulation rate and hydraulic diameter, calculate
directly the annular pressure drop.
This method has several weaknesses. First, an accurate knowledge of the flow properties of the mud is usually not available. This is especially true of water-base muds, which tend to gel with time when static in the hole and gradually decrease in viscosity when sheared. Such a mud may have a considerably higher gel strength and yield point initially after breaking circulation than under normal circulating conditions. Annular pressure drop calculations using flow line measurements of mud properties will yield pressure losses that
are less than actual when the mud is gelled downhole.
A second problem with annular pressure drop calculations is in knowing the hole diameter. If the hole is washed out, the pressure drop will be less than calculated; if a filter cake is deposited, the diameter will be decreased and the pressure drop greater than calculated. We are normally faced with estimating the average hole diameter in order to calculate pressure drop. The clearance between pipe and hole is very critical to pressure drop when this clearance is small. For this reason we need an accurate estimate of hole size around the drill collars. Fortunately, this is the part of the hole that should be least washed out and has the thinnest filter cake. A third factor that leads to inaccuracy in annular pressure drop
calculations is how well the pipe is centered in the hole. Our calculation procedure assumes perfect centering. This is usually not the case. The pressure drop in the annulus is greatest when the pipe is centered and is least when the pipe is lying against the wall.
This means that we tend to calculate a pressure drop which is higher than actual.
In general, this method of determining annular pressure loss is accurate for oil muds, which are not susceptible to temperature elation and which tend to keep the hole in gage. The method is not so accurate for water muds and especially for those which have high
gel strength at bottom hole temperature.
A second and more accurate method for determining annular pressure losses employs the use of an accurate standpipe pressure measurement. The pressure drop down the drill string and through the bit can be accurately calculated with a Reed Slide Rule and
subtracted from the standpipe pressure. The difference is the pressure drop up the annulus. This method is also quite useful while breaking circulation and until "bottoms up" has been obtained. During this period, the flow properties of the mud downhole are unknown and changing rapidly. This makes the direct calculation of annular pressure drop quite inaccurate. After breaking circulation, the annular pressure drop will decrease for a period of time. This is due to "shearing down" the gel structure of the mud. However, the shear rate in the annulus is not high enough to break all flocculation bonds and the “bottoms up” mud will
remain abnormally high in viscosity. As this mud becomes cooler, as it is circulated up the hole, the viscosity will begin to increase. When the “bottoms up” mud is somewhere in the upper half of the hole, the pressure drop may begin increasing. If the circulation rate is not
decreased, a pressure drop greater than that required to initiate circulation may occur.
A detailed analysis of pressure drop calculations is given in Appendix A. Remember that these are calculations and the answers are only as good as the input data. Always try to determine how the most probable errors in the input data will affect your answer and how this will affect the drilling operation.
The ability to lift particles of various sizes out of the hole is one of
the most important functions of a drilling fluid. This is the only way
that the rock which is drilled or which sloughs from the wall is
carried out of the hole. In a 121/4-inch hole, about 130 pounds of
earth material must be removed for every foot of hole drilled. In fast
drilling an enormous amount of drilled cuttings are entering the mud
system. The mud circulation rate must be high enough to prevent an
excessive increase in mud density or viscosity.
Drilling a 12 ¼-inch hole at 3 feet per minute while circulating a 9
lb./gal mud at 10 bbl/min will result in a mud density increase in the
annulus to 9.5 lb./gal. If the drilled solids are fine and further
dispersed into the mud, a substantial increase in viscosity will result.
The combination of these two effects may cause the equivalent
circulating density of the mud in the annulus to exceed the fracture
gradient and cause loss of circulation. The circulation rate can be
increased to minimize the increase in density and viscosity due to
the influx of solids, but this will also cause an increase in equivalent
circulating density. If this ECD is also higher than fracture gradient,
then the drilling rate must be decreased.
It is possible, for short periods of time, to obtain such high drilling
rates in soft shales that cuttings cannot be wet and dispersed fast
enough to prevent them from sticking together and forming "balls" or
"slabs". For this reason, it is necessary to watch not only the long
time average drilling rate but also the instantaneous rates. A
procedure for calculating annular mud density increase due to drilled
solids influx is given in Appendix A.
Another, more common type of carrying capacity problem is the
ability of the fluid to lift the cuttings or sloughings and carry them out
of the hole. This problem is often difficult to detect because some of
the smaller cuttings come out while the larger ones remain in the
hole. If the hole is beginning to slough, the amount of shale coming
across the shaker will appear to be normal, but large amounts may
be collecting in the hole. Sometimes the appearance of the cuttings
will indicate poor hole cleaning. If the cuttings are rounded, it may
indicate that they have spent an undue amount of time in the hole.
The condition of the hole is usually the best indicator of hole
cleaning difficulty. Fill on bottom after a trip is an indicator of
inadequate cleaning. However, the absence of fill does not mean
that there is not a hole cleaning problem. Large amounts of cuttings
may be collecting in washed-out places in the hole. Drag while
pulling up to make a connection may also indicate inadequate hole
cleaning. When the pipe is moved upward, the swab effect may be
sufficient to dislodge cuttings packed into a washed-out section of
the hole. The sudden dumping of even a small amount of material is
often enough to cause severe drag or sticking.
Hole cleaning is a more severe problem in high-angle holes than in
vertical holes. It is not only more difficult to carry the cuttings out of
the hole, but they need to settle only to the low side of the hole
before causing problems. Consequently, more attention should be
paid to hole cleaning requirements in directional holes.
The ability of a fluid to lift a piece of rock is affected first by the
difference in density of they rock and the fluid. If there is no
difference in densities, the rock will be suspended in the fluid and
will move in a flow stream at the same velocity as the fluid. As the
density of the fluid is decreased, the weight of the rock in the fluid is
increased and it will tend to settle. The shear stress of the fluid
moving by the surface of the rock will tend to drag the rock with the
fluid. The velocity of the rock will be somewhat less than the velocity
of the fluid. The difference in velocities is usually referred to as a
slip velocity. The shear stress that is supplying the drag force is a
function of shear rate of the fluid at the surface of the rock and the
viscosity of the mud at this shear rate. A number of other factors
such as wall effects, inter-particle interference, and turbulent flow
around the particles make exact calculations of slip velocity
impossible. However, equations for estimating slip velocities are
shown in Appendix G. These equations give a rough idea of the size
range that can be lifted under a given set of conditions.
In general, hole cleaning ability is enhanced by the following:
1. Increased fluid density
2. Increased annular velocity
3. Increased YP or mud viscosity at annular shear rates.
It should be noted that with shear thinning fluids it is sometimes
possible to decrease annular velocity, increase the yield point, and
also increase the hole cleaning. This is done in order to minimize
hole erosion. Where viscosity is sufficient to clean the hole, the
annular velocity should be maintained below that for turbulent flow in
order to minimize annular pressure drop and hole erosion. This, of
course, is not possible when drilling with clear water where high
velocities and turbulent flow are usually necessary to clean the hole.
annular velocity should be maintained below that for turbulent flow in
order to minimize annular pressure drop and hole erosion. This, of
course, is not possible when drilling with clear water where high
velocities and turbulent flow are usually necessary to clean the hole.
Cleaning Beneath
the Bit
Cleaning beneath the bit appears to require mud properties almost
opposite from those required to lift cuttings from the hole. In this
case we want the mud to have as low a plastic viscosity as possible.
Since the fluid shear rates beneath the bit are at least 100-fold
greater than in the annulus, it is possible to have low viscosities at
the bit and sufficient viscosity in the annulus to clean the hole. A
mud that is highly shear-thinning will allow both functions to be
fulfilled. Flocculated mud and some polymer muds have this
characteristic.
Since cleaning beneath the bit relates to penetration rate, all other
factors that relate to penetration rate (such as density, hydraulics,
etc.) should be considered simultaneously.
Cooling and
Lubricating
Cooling and lubricating the bit and drill string are done automatically
by the mud and not because of some special design characteristic.
Muds have sufficient heat capacity and thermal conductivity to allow
heat to be picked up down hole, transported to the surface, and
dissipated to the atmosphere.
The process of
circulating cool mud
down the drill pipe
cools the bottom of the
hole. The heated mud
coming up the annulus
is hotter than the earth
temperature near the
surface and the mud
begins to heat the top
part of the hole. This
causes the
temperature profile of
the mud to be different
under static than
under circulating
conditions, as shown
in Figure 3.

The maximum mud temperature when circulating is cooler than the
geothermal bottom-hole temperature. The point of maximum
circulating temperature is not on bottom but about a third of the way
up the hole. These facts are important to remember when attempting
to predict mud behavior downhole. A mud additive which is not
completely stable at the geothermal bottom-hole temperature may
perform adequately at the circulating temperatures. If flocculation
due to temperature begins to occur during circulation, as evidenced
by increases in yield point and gel strength at the flow line, then we
can be assured that severe gelation will occur as the mud heats up
after circulation is stopped.
In addition to cooling the well bore, the circulating mud also removes
frictional heat and supplies a degree of lubrication. Cooling is
especially important at the bit where a large amount of heat is
generated. Sufficient circulation to keep the temperature below a
critical point is essential in using a diamond bit.
Lubrication is a very complex subject and especially as it applies to
the drilling operation. If a mud does not contain a great deal of
abrasive material such as sand, it will supply lubrication to the drill
string simply because it is a fluid that contains solids that are softer
than the pipe and casing. Attempts to improve this basic lubricating
quality of a mud are usually ineffective and expensive. Probably far
greater benefits can be realized by keeping the abrasive content of a
mud as low as possible.
Hole symptoms such as excessive torque and drag, which are often
associated with the need for a lubricant in the mud, are often caused
by other problems such as bit or stabilizer balling, key seats, and
poor hole cleaning. Sometimes materials sold as lubricants relieve
these symptoms, but not as cheaply or effectively as a more specific
solution to the problem.
The success or failure of a lubricant is related to its film strength in
relation to the contact pressure at the surface being lubricated. If the
lubricating film is "squeezed out", then the lubricant has apparently
failed. A material that appears to be a good lubricant in a test at low
contact pressure may fail in actual application due to higher contact
pressures, higher rotating speed, etc. The only good test of a
lubricant is under the exact conditions that exist where lubrication is
desired. Unfortunately, these conditions are not known downhole.
Lubrication should not be confused with attempts to reduce
differential pressure sticking. These are two different problems.
Additives sold as lubricants will probably do very little to relieve
differential pressure sticking if used in the concentrations
recommended for lubrication.
1. Balance formation pressure
2. Carry cuttings and sloughings to the surface
3. Clean beneath the bit
4. Cool and lubricate bit and drill string
5. Seal permeable formations
6. Stabilize borehole
7. Corrosion control
In addition to these functions, there are several other functions with which the drilling fluid should not interfere:
1. Formation evaluation
2. Completion operations
3. Production operations
Clearly, these lists of functions indicate the complex nature of the Clearly, these lists of functions indicate the complex nature of the role of drilling fluids in the drilling operation. It is obvious that compromises will always be necessary when designing a fluid to carry out these functions, which in some cases require fluids of opposite properties. The most important functions in a particular drilling operation should be given the most weight in design of the drilling fluid.
Many of these functions are controlled by more than one mud property and should be discussed in more detail.
Pressure Control
The density of drilling fluid must be such that the hydrostatic pressure exerted by the mud column will prevent flow into the wellbore. This is the first requirement of any drilling fluid and it must be provided for before considering any other mud property or function.
The equation for calculating hydrostatic pressure is:
Hydrostatic Pressure, psi = (depth, ft.)(mud weight, lb./gal)(0.052) Pressure control would be rather simple if it consisted only of balancing the hydrostatic and formation pressures in the static condition. However, pressure is required to cause a fluid to flow This pressure is dissipated in frictional losses along the entire flow path.
Consequently, the total pressure at any point in a circulating system is the sum of the hydrostatic pressure at that point and in the circulating pressure drop from that point to the exit point.
Under normal circulating conditions, the pressure at any given point in the hole is the sum of the hydrostatic pressure at that point and the circulating pressure drop from that point to the flow line. An example of circulating pressures at various points in the system is seen in
Figure 1.
When pipe is run into the hole, the pipe displaces fluid, causing it to flow up the annulus. This is analogous to circulating the fluid and pressure calculations can be made in the same manner. When pipe is being pulled from the hole, the mud falls under its own weight to fill the void volume left by the pipe. The mud flowing down the annulus under gravity develops a flowing pressure drop that subtracts from the hydrostatic pressure. The total pressure at any point in the annulus is the hydrostatic minus the flowing pressure drop from the surface to that point in the annulus.
Figure 2
illustrates pressure profiles under swab, static, or surge conditions. The difference in total pressure at any depth between the hydrostatic and swab or surge lines is the pressure drop caused by pipe movement.
formation will be fractured while running the pipe and lost circulation will occur. These factors must be taken into account when establishing the required density of a mud.
Normally the mud density will be run slightly higher than required to balance the formation pressure under static conditions. This allows for a safety margin under static conditions and offsets the same amount of negative swab pressure. If the swab effect is still greater
than the overbalance, it must be reduced by slower pipe pulling speeds. This is necessary because further increases in mud density would cause problems in the areas of lost circulation, decreased penetration rates, and differential pressure sticking. The hole must
be filled when pulling pipe to replace the volume of the pipe.
Otherwise, the reduction in hydrostatic pressure will allow the well to flow.
By the same token, if the surge or the circulating pressure drop causes the total pressure to exceed the fracture pressure of a formation, the pipe running speed or the circulating rate must be decreased enough to prevent fracturing from occurring. When it becomes impossible to meet minimum and maximum pressure requirements at realistic pipe moving speeds or circulating rates, it is time to case the hole.
There are at least two different ways of calculating the annular pressure loss while circulating a mud. One method is to measure or predict the mud flow properties under downhole conditions and knowing the circulation rate and hydraulic diameter, calculate
directly the annular pressure drop.
This method has several weaknesses. First, an accurate knowledge of the flow properties of the mud is usually not available. This is especially true of water-base muds, which tend to gel with time when static in the hole and gradually decrease in viscosity when sheared. Such a mud may have a considerably higher gel strength and yield point initially after breaking circulation than under normal circulating conditions. Annular pressure drop calculations using flow line measurements of mud properties will yield pressure losses that
are less than actual when the mud is gelled downhole.
A second problem with annular pressure drop calculations is in knowing the hole diameter. If the hole is washed out, the pressure drop will be less than calculated; if a filter cake is deposited, the diameter will be decreased and the pressure drop greater than calculated. We are normally faced with estimating the average hole diameter in order to calculate pressure drop. The clearance between pipe and hole is very critical to pressure drop when this clearance is small. For this reason we need an accurate estimate of hole size around the drill collars. Fortunately, this is the part of the hole that should be least washed out and has the thinnest filter cake. A third factor that leads to inaccuracy in annular pressure drop
calculations is how well the pipe is centered in the hole. Our calculation procedure assumes perfect centering. This is usually not the case. The pressure drop in the annulus is greatest when the pipe is centered and is least when the pipe is lying against the wall.
This means that we tend to calculate a pressure drop which is higher than actual.
In general, this method of determining annular pressure loss is accurate for oil muds, which are not susceptible to temperature elation and which tend to keep the hole in gage. The method is not so accurate for water muds and especially for those which have high
gel strength at bottom hole temperature.
A second and more accurate method for determining annular pressure losses employs the use of an accurate standpipe pressure measurement. The pressure drop down the drill string and through the bit can be accurately calculated with a Reed Slide Rule and
subtracted from the standpipe pressure. The difference is the pressure drop up the annulus. This method is also quite useful while breaking circulation and until "bottoms up" has been obtained. During this period, the flow properties of the mud downhole are unknown and changing rapidly. This makes the direct calculation of annular pressure drop quite inaccurate. After breaking circulation, the annular pressure drop will decrease for a period of time. This is due to "shearing down" the gel structure of the mud. However, the shear rate in the annulus is not high enough to break all flocculation bonds and the “bottoms up” mud will
remain abnormally high in viscosity. As this mud becomes cooler, as it is circulated up the hole, the viscosity will begin to increase. When the “bottoms up” mud is somewhere in the upper half of the hole, the pressure drop may begin increasing. If the circulation rate is not
decreased, a pressure drop greater than that required to initiate circulation may occur.
A detailed analysis of pressure drop calculations is given in Appendix A. Remember that these are calculations and the answers are only as good as the input data. Always try to determine how the most probable errors in the input data will affect your answer and how this will affect the drilling operation.
Hole Cleaning
The ability to lift particles of various sizes out of the hole is one of
the most important functions of a drilling fluid. This is the only way
that the rock which is drilled or which sloughs from the wall is
carried out of the hole. In a 121/4-inch hole, about 130 pounds of
earth material must be removed for every foot of hole drilled. In fast
drilling an enormous amount of drilled cuttings are entering the mud
system. The mud circulation rate must be high enough to prevent an
excessive increase in mud density or viscosity.
Drilling a 12 ¼-inch hole at 3 feet per minute while circulating a 9
lb./gal mud at 10 bbl/min will result in a mud density increase in the
annulus to 9.5 lb./gal. If the drilled solids are fine and further
dispersed into the mud, a substantial increase in viscosity will result.
The combination of these two effects may cause the equivalent
circulating density of the mud in the annulus to exceed the fracture
gradient and cause loss of circulation. The circulation rate can be
increased to minimize the increase in density and viscosity due to
the influx of solids, but this will also cause an increase in equivalent
circulating density. If this ECD is also higher than fracture gradient,
then the drilling rate must be decreased.
It is possible, for short periods of time, to obtain such high drilling
rates in soft shales that cuttings cannot be wet and dispersed fast
enough to prevent them from sticking together and forming "balls" or
"slabs". For this reason, it is necessary to watch not only the long
time average drilling rate but also the instantaneous rates. A
procedure for calculating annular mud density increase due to drilled
solids influx is given in Appendix A.
Another, more common type of carrying capacity problem is the
ability of the fluid to lift the cuttings or sloughings and carry them out
of the hole. This problem is often difficult to detect because some of
the smaller cuttings come out while the larger ones remain in the
hole. If the hole is beginning to slough, the amount of shale coming
across the shaker will appear to be normal, but large amounts may
be collecting in the hole. Sometimes the appearance of the cuttings
will indicate poor hole cleaning. If the cuttings are rounded, it may
indicate that they have spent an undue amount of time in the hole.
The condition of the hole is usually the best indicator of hole
cleaning difficulty. Fill on bottom after a trip is an indicator of
inadequate cleaning. However, the absence of fill does not mean
that there is not a hole cleaning problem. Large amounts of cuttings
may be collecting in washed-out places in the hole. Drag while
pulling up to make a connection may also indicate inadequate hole
cleaning. When the pipe is moved upward, the swab effect may be
sufficient to dislodge cuttings packed into a washed-out section of
the hole. The sudden dumping of even a small amount of material is
often enough to cause severe drag or sticking.
Hole cleaning is a more severe problem in high-angle holes than in
vertical holes. It is not only more difficult to carry the cuttings out of
the hole, but they need to settle only to the low side of the hole
before causing problems. Consequently, more attention should be
paid to hole cleaning requirements in directional holes.
The ability of a fluid to lift a piece of rock is affected first by the
difference in density of they rock and the fluid. If there is no
difference in densities, the rock will be suspended in the fluid and
will move in a flow stream at the same velocity as the fluid. As the
density of the fluid is decreased, the weight of the rock in the fluid is
increased and it will tend to settle. The shear stress of the fluid
moving by the surface of the rock will tend to drag the rock with the
fluid. The velocity of the rock will be somewhat less than the velocity
of the fluid. The difference in velocities is usually referred to as a
slip velocity. The shear stress that is supplying the drag force is a
function of shear rate of the fluid at the surface of the rock and the
viscosity of the mud at this shear rate. A number of other factors
such as wall effects, inter-particle interference, and turbulent flow
around the particles make exact calculations of slip velocity
impossible. However, equations for estimating slip velocities are
shown in Appendix G. These equations give a rough idea of the size
range that can be lifted under a given set of conditions.
In general, hole cleaning ability is enhanced by the following:
1. Increased fluid density
2. Increased annular velocity
3. Increased YP or mud viscosity at annular shear rates.
It should be noted that with shear thinning fluids it is sometimes
possible to decrease annular velocity, increase the yield point, and
also increase the hole cleaning. This is done in order to minimize
hole erosion. Where viscosity is sufficient to clean the hole, the
annular velocity should be maintained below that for turbulent flow in
order to minimize annular pressure drop and hole erosion. This, of
course, is not possible when drilling with clear water where high
velocities and turbulent flow are usually necessary to clean the hole.
annular velocity should be maintained below that for turbulent flow in
order to minimize annular pressure drop and hole erosion. This, of
course, is not possible when drilling with clear water where high
velocities and turbulent flow are usually necessary to clean the hole.
Cleaning Beneath
the Bit
Cleaning beneath the bit appears to require mud properties almost
opposite from those required to lift cuttings from the hole. In this
case we want the mud to have as low a plastic viscosity as possible.
Since the fluid shear rates beneath the bit are at least 100-fold
greater than in the annulus, it is possible to have low viscosities at
the bit and sufficient viscosity in the annulus to clean the hole. A
mud that is highly shear-thinning will allow both functions to be
fulfilled. Flocculated mud and some polymer muds have this
characteristic.
Since cleaning beneath the bit relates to penetration rate, all other
factors that relate to penetration rate (such as density, hydraulics,
etc.) should be considered simultaneously.
Cooling and
Lubricating
Cooling and lubricating the bit and drill string are done automatically
by the mud and not because of some special design characteristic.
Muds have sufficient heat capacity and thermal conductivity to allow
heat to be picked up down hole, transported to the surface, and
dissipated to the atmosphere.
The process of
circulating cool mud
down the drill pipe
cools the bottom of the
hole. The heated mud
coming up the annulus
is hotter than the earth
temperature near the
surface and the mud
begins to heat the top
part of the hole. This
causes the
temperature profile of
the mud to be different
under static than
under circulating
conditions, as shown
in Figure 3.

The maximum mud temperature when circulating is cooler than the
geothermal bottom-hole temperature. The point of maximum
circulating temperature is not on bottom but about a third of the way
up the hole. These facts are important to remember when attempting
to predict mud behavior downhole. A mud additive which is not
completely stable at the geothermal bottom-hole temperature may
perform adequately at the circulating temperatures. If flocculation
due to temperature begins to occur during circulation, as evidenced
by increases in yield point and gel strength at the flow line, then we
can be assured that severe gelation will occur as the mud heats up
after circulation is stopped.
In addition to cooling the well bore, the circulating mud also removes
frictional heat and supplies a degree of lubrication. Cooling is
especially important at the bit where a large amount of heat is
generated. Sufficient circulation to keep the temperature below a
critical point is essential in using a diamond bit.
Lubrication is a very complex subject and especially as it applies to
the drilling operation. If a mud does not contain a great deal of
abrasive material such as sand, it will supply lubrication to the drill
string simply because it is a fluid that contains solids that are softer
than the pipe and casing. Attempts to improve this basic lubricating
quality of a mud are usually ineffective and expensive. Probably far
greater benefits can be realized by keeping the abrasive content of a
mud as low as possible.
Hole symptoms such as excessive torque and drag, which are often
associated with the need for a lubricant in the mud, are often caused
by other problems such as bit or stabilizer balling, key seats, and
poor hole cleaning. Sometimes materials sold as lubricants relieve
these symptoms, but not as cheaply or effectively as a more specific
solution to the problem.
The success or failure of a lubricant is related to its film strength in
relation to the contact pressure at the surface being lubricated. If the
lubricating film is "squeezed out", then the lubricant has apparently
failed. A material that appears to be a good lubricant in a test at low
contact pressure may fail in actual application due to higher contact
pressures, higher rotating speed, etc. The only good test of a
lubricant is under the exact conditions that exist where lubrication is
desired. Unfortunately, these conditions are not known downhole.
Lubrication should not be confused with attempts to reduce
differential pressure sticking. These are two different problems.
Additives sold as lubricants will probably do very little to relieve
differential pressure sticking if used in the concentrations
recommended for lubrication.